|

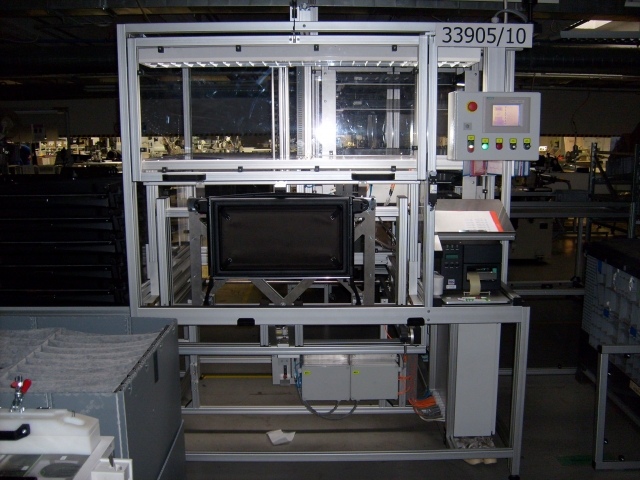
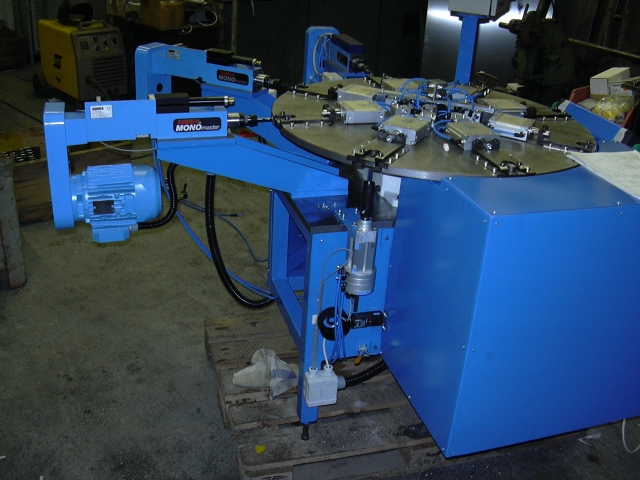
Toto zařízení jsme vyvinuly pro firmu Eaton Industries s.r.o. Dělící zařízení hadic s odvíječkou slouží k přesnému stříhání hadic na
zadané délky.
Odvíječka
je osazená asynchronním motorem s regulací rychlosti. Odvíječka
má za úkol přesně podávat hadici do střihačky, tak aby
střihačka hadici neprotahovala a zároveň, aby se hadice
nehromadila na zemi před střihačkou.
Rychlost
odvíjení je odvozena od zadané rychlosti střihačky a polohy
odměřovací kladky.
Na
odměřovací kladce je osazen snímač polohy. Poloha odměřovací
kladky je zavedena jako skutečná
hodnota pro PID regulátor.
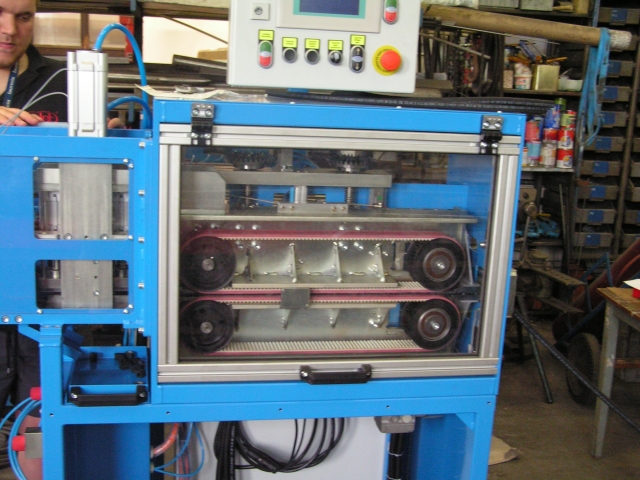
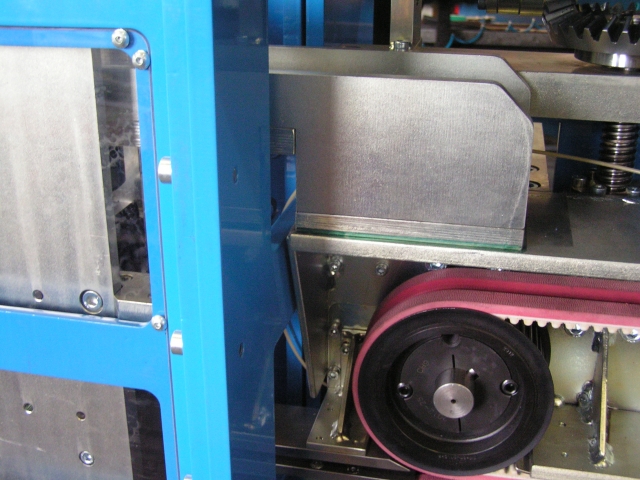
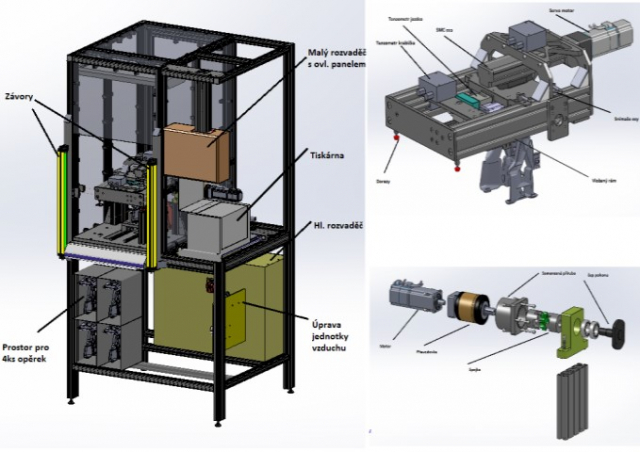
Základem
střihačky je dvojice pohonných pasů, které mají za úkol přesně
vést a podávat hadici do dělícího zařízení a po odstřižení
musí hadici vytlačit do vyhazovače. Pasy střihačky jsou poháněny
servomotorem, který zajišťuje přesné polohování hadice do
dělícího zařízení.
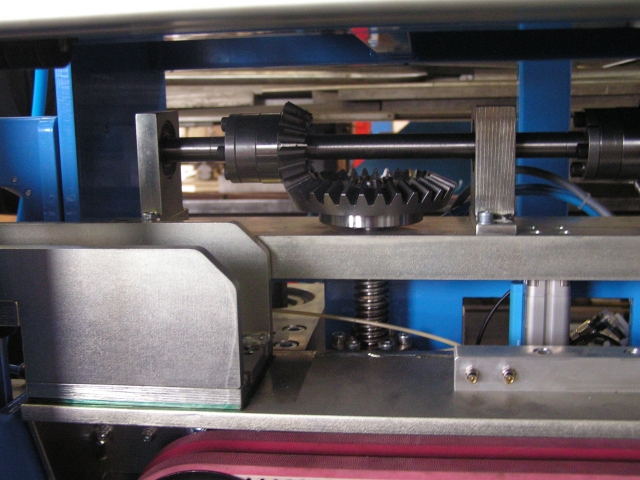
Rozteč
pohonných pasů lze nastavovat pomocí asynchronního motoru. Hadice
musí být pasy
správně přitlačena. Správné přitlačení je pro funkci
důležité. Přitlačením nesmí dojít k přílišné deformaci
při velkém stažení nebo k prokluzu při nedostatečném stažení
pasů.
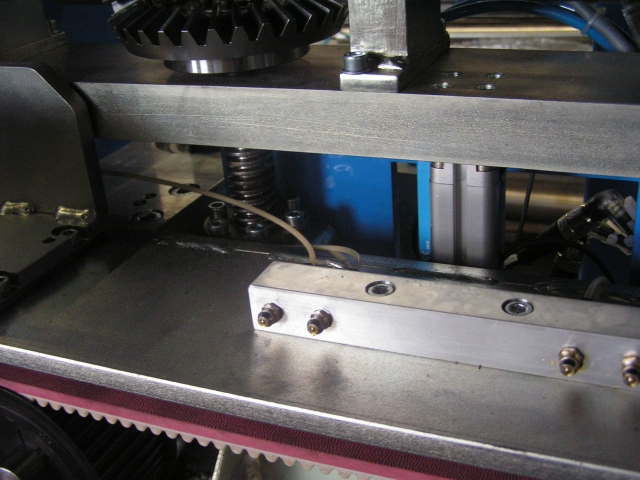
Aby
bylo možné správně nastavit rozteč pasů, je stavění pasů
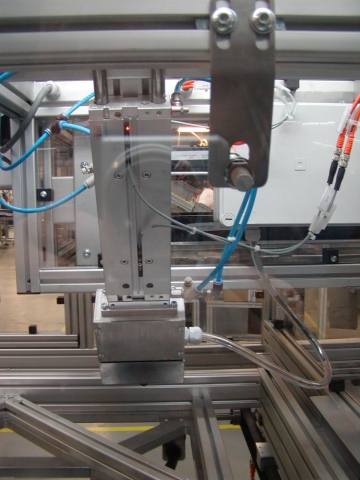
osazeno odměřovacím sensorem. Zařízení
je pak vybaveno automatikou pro přesné nastavení rozteče pasů. Dělící
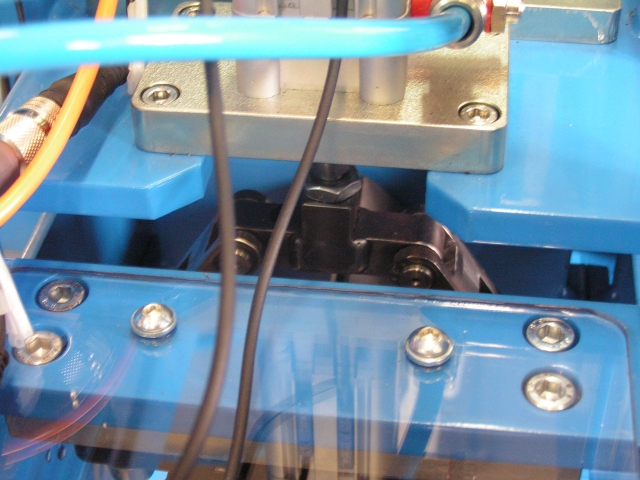
zařízení je tvořeno dvěma pneumatickými svěráky a dělícím
nožem. Pneumatické
svěráky sevřou hadici před a za nožem a pneumaticky ovládaný
nůž hadici oddělí.
Tlak
svěráku je možné nastavit v rozsahu 80 – 400N. Pro správné
kolmé odstřižení hadice je třeba správně nastavit tlak, aby
hadice byla upnuta, ale ne deformována.
Po
odstřižení hadice je tato hadice vytlačena do pneumaticky
ovládaného vyhazovače, který vyhodí hadici do přistaveného
zásobníku.
|

 Válcovací linka
Válcovací linka